Laser Engraving Wood: Expert Guide for Clean & Consistent Results
Why Wood Engraving Is More Complex Than It Looks
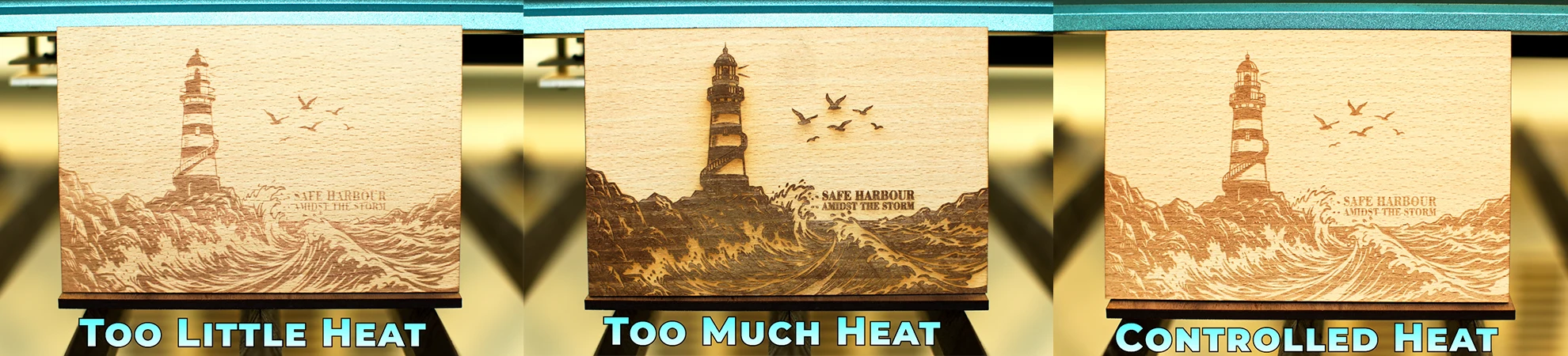
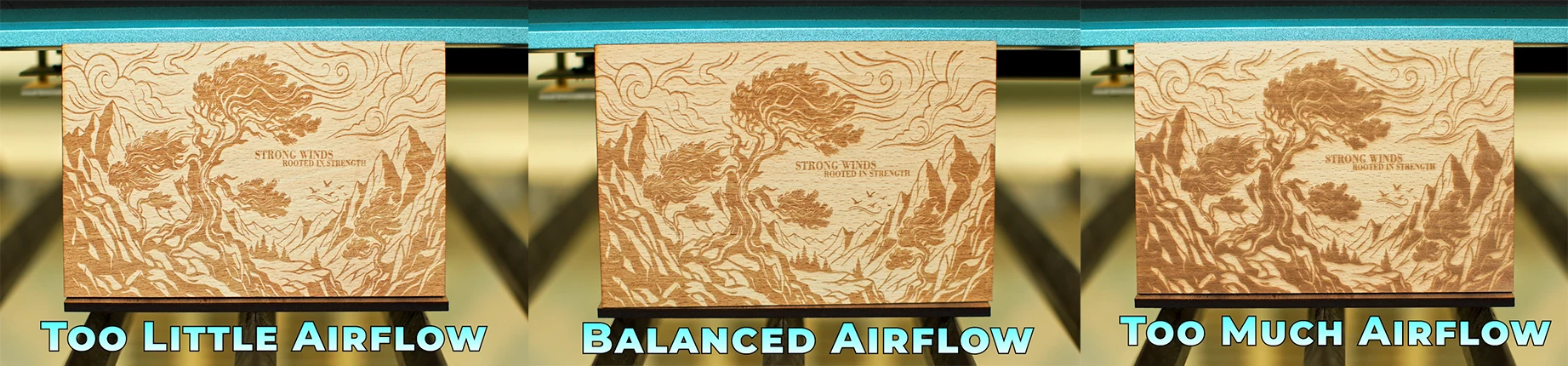
Most wood engraving problems come from poor heat control, not bad settings.
Laser engraving wood looks simple — load a design, press start, and expect a clean result.
In reality, most users experience:
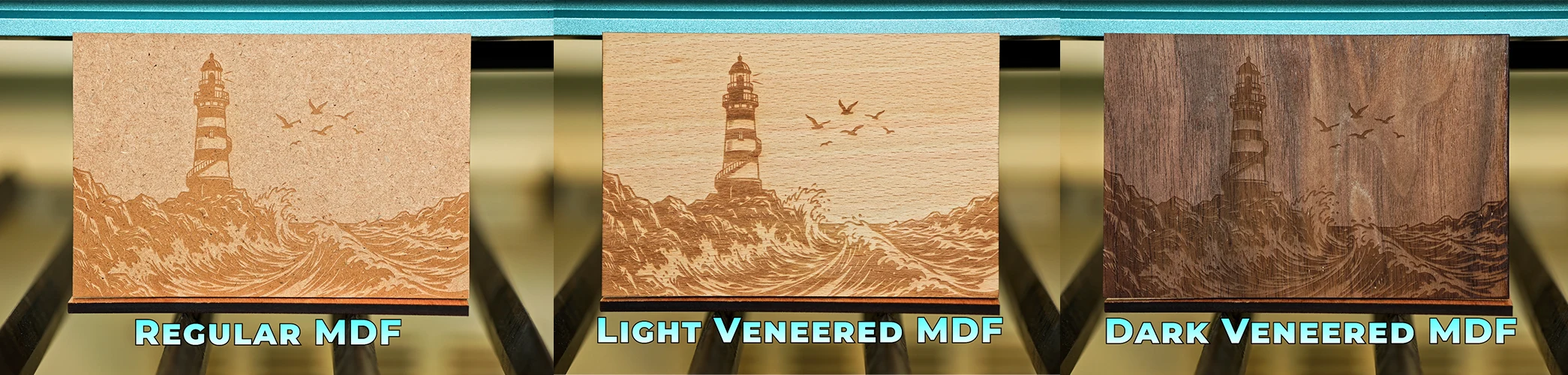
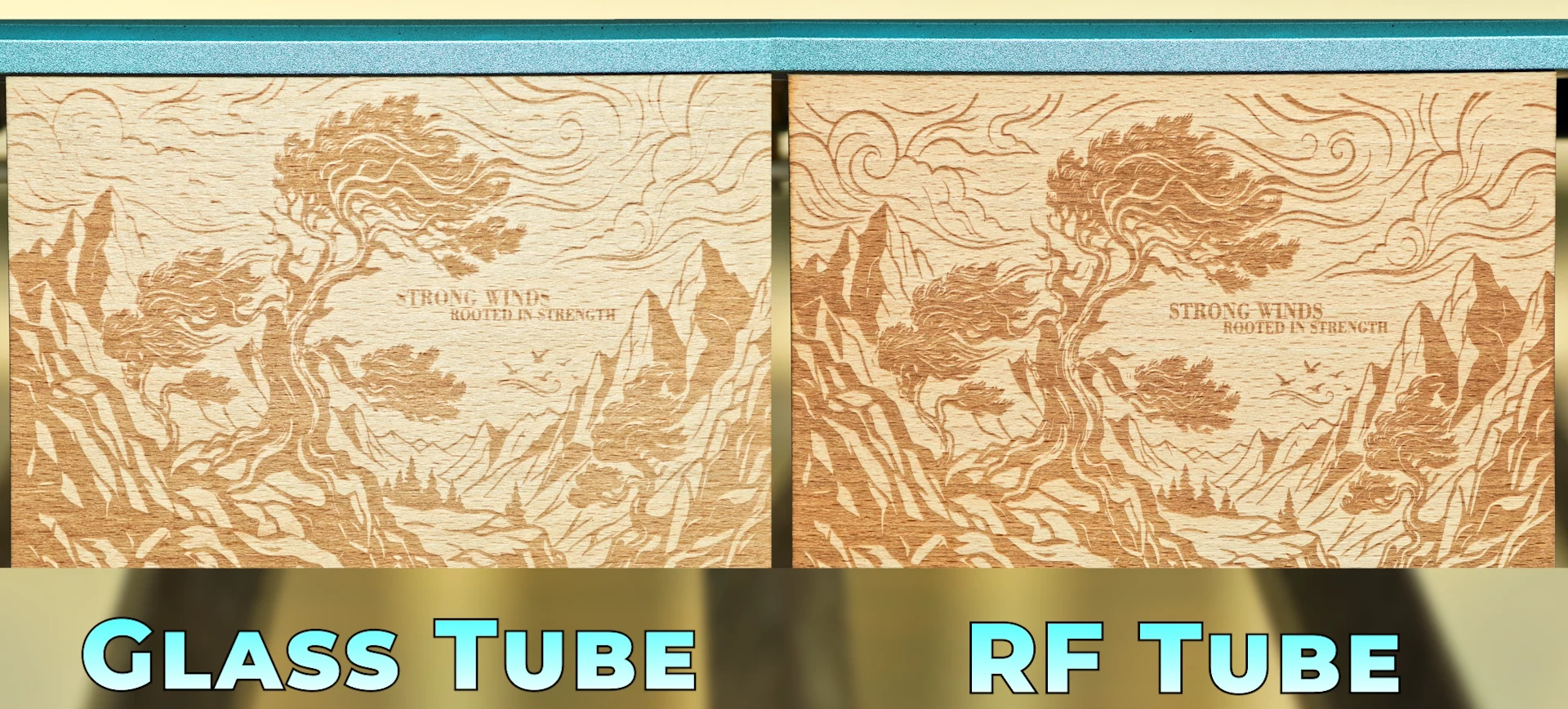
• Inconsistent engraving contrast
• Burnt or dirty edges
• Random streaking across the job
• Loss of detail, especially in fine work
What makes this frustrating is that these problems often appear even when everything seems correct.
The reason is simple:
Laser engraving wood is not marking — it is controlled burning.
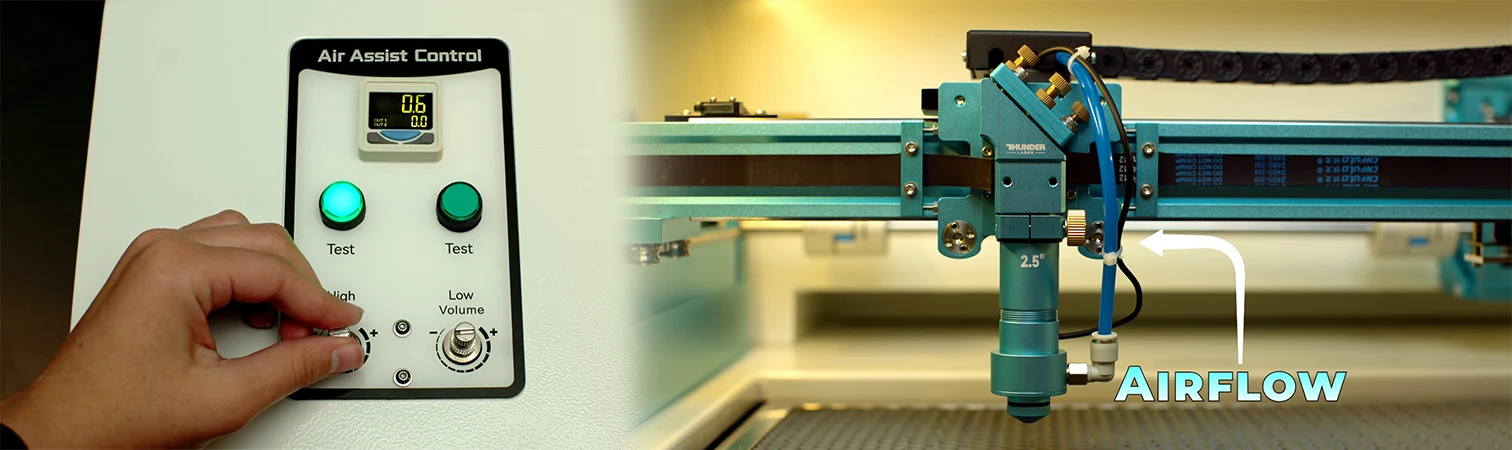
Once you understand that engraving is a heat-driven process influenced by multiple variables at the same time, the mindset changes completely.
You stop asking:
👉 “What settings should I use?”
And start asking:
👉 “What is affecting the burn, and how do I control it?”